スリッター刃による切断のポイント(紙加工・不織布加工・フィルム加工)
刃物屋から見るスリッター刃を使用した切断のポイントを解説!
紙加工・不織布加工・フィルム加工業者の皆様にはおなじみのスリッター刃。ライン方向に加工物を切断する際使用するには最もポピュラーな刃物ではないでしょうか。実際にご使用いただいている現場の技術者の皆様の方が当然ご使用方法はよくご存じなのは承知の上で、刃物屋からみるポイントをご紹介したいと思います。いつもとは違った角度から、加工をチェックしてみてください。
ポイント1:セッティング(調整)
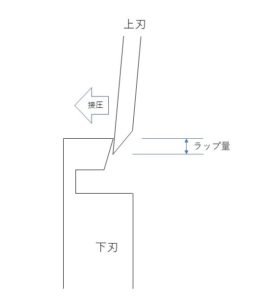
ゲーベル型(わん型)スリッター刃で上刃シャフト、下刃シャフトに刃物を並べてご使用の場合について記載します。この場合のセッティングで切断に大きな影響を与えるのは接圧とラップ量です。
(接圧:上刃が下刃を押さえつける力。 ラップ量:上刃と下刃が重なる量)
接圧とラップ量が大きくすると切断の安定性は良くなります。ただし、刃の寿命は悪くなります。そのため、セッティングの理想は安定して切断可能な状態で接圧とラップ量を最小限にすることです。
安定した切断が実現していない場合は見直しをされると思いますが、実現できているところでも、刃物の長寿命化のために一度ご確認されることをお勧めします。
セッティング条件は切断物や周辺部品、切断構造によって変わりますので、理想の数値があるわけではありませんし、機械によっては現場の方々の感覚で行っているところも多いと思います。
海外製の上刃ホルダー等個々で調整するタイプの場合は、接圧とラップ量に加えて挿入角等も合わせてご確認することをお勧めいたします。
>>>改善事例:コイルスプリングによる接圧の調整事例はこちら
ポイント2:刃物のメンテナンス(交換)時期
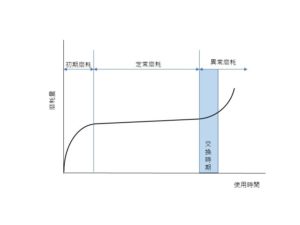
刃物が新品の場合や研磨修理はよく切れますが、使用するにつれ切れ味は悪くなってきます。左図は一般的な磨耗と使用時間の関係です。
交換してすぐは初期磨耗域があり、なじませる時期です。テストカットやラインスピードを落としてご利用ください。その後定常磨耗域になります。この部分が安定切断できる時間です。この部分をより長くするために刃物形状や材質、セッティングなどを検討します。
その後寿命により異常磨耗域が訪れます。ここからは加速度的に磨耗量が増えていきます。そのため、交換が遅れた場合は磨耗が大きくなり、刃物の使用回数が減ってしまいます。生産スケジュール上管理が難しいと思いますが、気持ち少し早いかなといいったところで交換いただけるとトータル的には長くお使いいただけます。
また、上刃だけでなく下刃の磨耗も切れ味に影響しますので、上刃ほどでないですが、定期的なメンテナンスをお勧めします。下刃を並べてお使いのところはよく使うところと入れ替えながらご使用いただき、使用頻度の少ないところでも1年に1度は再研磨にだされることをお勧めします。
ポイント3:刃物形状
切断で最も影響が大きいポイントです。刃先形状は一般的に鋭角なほど切れ味が良く、鈍角なほど刃は長寿命です。また、刃の厚さは薄いほど抵抗が小さく、厚いほど剛性が良くなります。剛性が良いと振れが発生しづらくなります。
刃先形状は、切断条件によって個々に違います。弊社は再研磨加工を自社で行っておりますので、テスト研磨も含めてお試しいただけるところが強味の一つですので、ご相談いただければお客様にあったご提案をさせていただけます。
>>>不織布用スリッター上刃のチッピング対策・解決事例はこちら
ポイント4:周辺部品

スリッター上下刃と同じくらい切断に大きな影響を与えるのが、ホルダーなどの周辺部品です。より高品質な切断を実現するためには、「振れ」を減らすことが必要になってきます。刃振れを減らすためには、周辺部品の高精度化が必要になってきます。
上刃ホルダーには多品種少量生産に向いている移動式ホルダー、高精度切断が実現できる固定式ホルダー、海外製に多いホルダーユニットなどがあります。最近では弊社でも高精度ホルダーの需要が高まってきています。
現状の切断品質をもう一段高めたいとお考えなら、ぜひ周辺部品も再検討されることをお勧めいたします。
>>>改善事例:製紙用サラバネへの変更による切れ残り改善事例はこちら
特に東洋刃物製の高精度ホルダーについては、サラバネを使用するだけでなく、移動式ホルダーでどうしても課題になっていた割りを入れることでの真円度のずれ(内径が楕円になってしまうこと)を大幅に改善することでスリッターの振れの低減を実現しております。
弊社が取り扱っているスリッター上下刃と周辺部品の一部をご紹介いたします